Процесс резки и скорость резки на станках гидроабразивной резки.
Машины для гидроабразивной резки
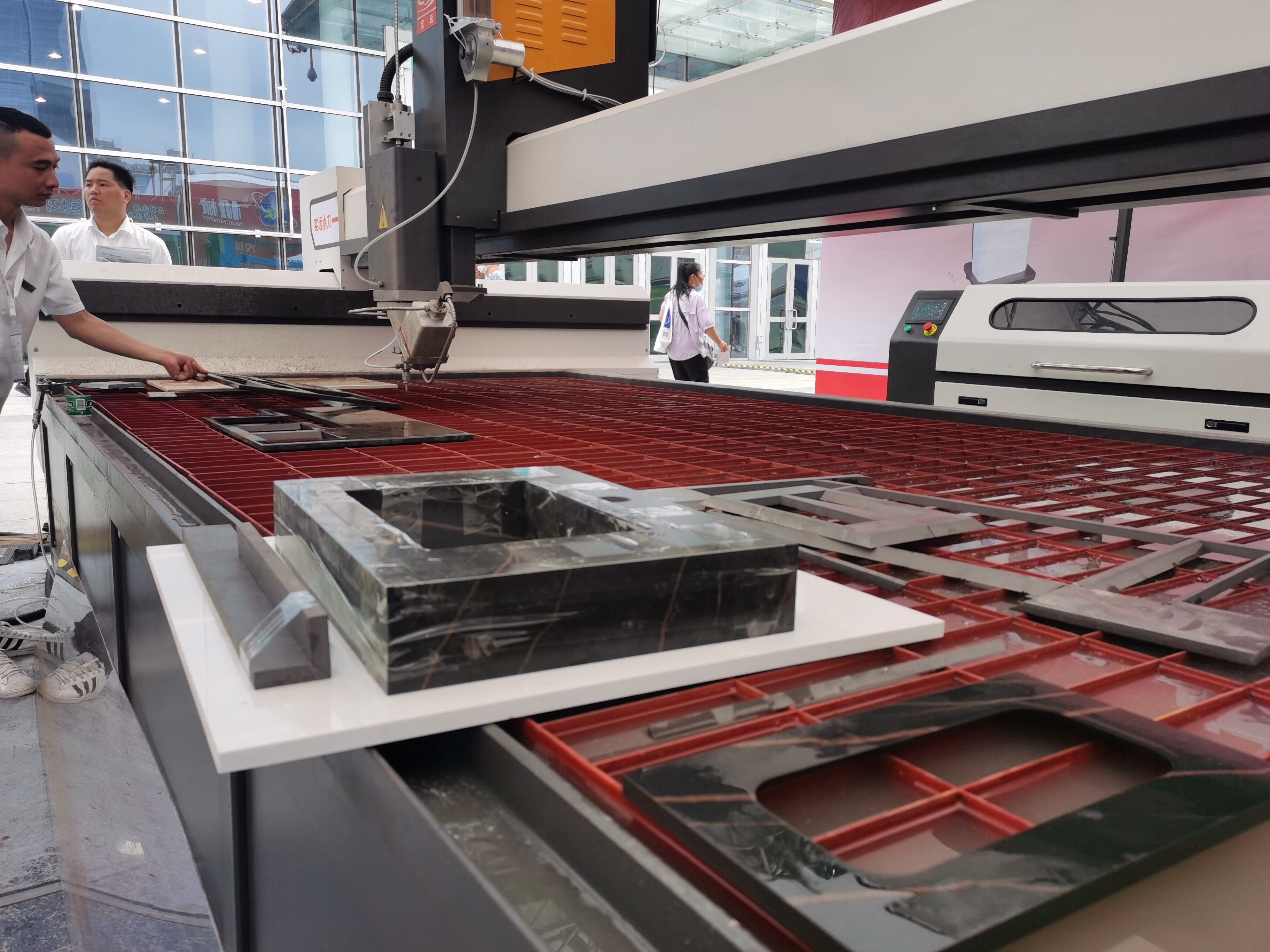
(1) Метод гидроабразивной резки
Существует два типа метода гидроабразивной резки: струя воды низкого давления и струя воды высокого давления. Водоструйная резка низкого давления заключается в использовании воды под высоким давлением (14-69 МПа) для предварительного смешивания режущего абразива в резервуаре для хранения под давлением, а затем подача смешанной абразивной суспензии непосредственно в режущий пистолет через шланг для резки. Заготовка, подлежащая резке, может находиться на расстоянии 500 м от источника тока резки. Или резать под водой. Гидроабразивная резка под высоким давлением заключается в подаче воды под высоким давлением (более 240 МПа) и сухих абразивов через соответствующие шланги, а затем смешивании их в смесительной камере режущего пистолета для завершения процесса резки объектов, то есть сдвига. и добавьте Для n видов материалов заготовку. Как правило, резка выполняется вблизи источника питания.
Когда гидроабразивная резка под низким и высоким давлением выполняется в одинаковых условиях, расход воды и режущего абразива в первой составляет от 1/8 до 1/3 от последней; С точки зрения конструкции резака, резак для гидроабразивной резки низкого давления относительно прост; С точки зрения энергопотребления, гидроабразивная резка под низким давлением потребляет меньше энергии. Поэтому водоструйная резка под низким давлением в настоящее время является наиболее эффективным методом резки.
(2).Абразив для гидроабразивной резки
Абразивы, используемые для гидроабразивной резки, представляют собой в основном наждак, оливин, гранат, медный шлак и оксиды. Среди них идеальным является шлак медеплавильного производства. 1. Цена низкая, всего от 1/8 до 1/10 мелкой стальной крошки; что еще более важно, его скорость резания на 30% выше, чем у наждака. Это связано с тем, что частицы шлака медеплавильного производства относительно острые. В процессе резки при столкновении с режущей заготовкой они ломаются, тем самым образуя дополнительные режущие ножи. Кроме того, при использовании наждачной гидроабразивной резки режущий абразив легко внедряется в основу, что отрицательно влияет на некоторые свойства резки, например, на механические свойства сварных соединений. Однако использование медеплавильного шлака в качестве режущего абразива может решить эту проблему. дефект.
Как правило, размер частиц режущего абразива должен составлять 0,2–1,5 мм, что в основном зависит от диаметра сопла режущего пистолета-распылителя. Режущий абразив можно переработать и повторно использовать 2–3 раза, а затем отфильтровать для удаления сверхтонкого абразива.
(3). Материалы, используемые для сопел гидроабразивной резки
Помимо достаточной прочности и твердости, режущее сопло также обладает хорошей износостойкостью, что позволяет эффективно снизить износ режущего сопла и увеличить срок его службы. Из-за износа внутреннего диаметра сопла зазор надреза станет шире, что приведет к уменьшению вертикальности участка надреза. В качестве материалов для режущих насадок часто используются вольфрам, кремний или твердый сплав, но срок службы не идеален. В настоящее время считается, что сапфир является более подходящим материалом для сопла.